

4. tengely (forgató) konfigurálása
2 posters
1 / 1 oldal

4. tengely (forgató) konfigurálása
by Béni 2015-04-08, 16:41
Egy alap beállítást mutatok be X tengellyel párhuzamos forgástengelyű forgatóhoz.
1. Motorok működtető kimeneteit be kell állítani:

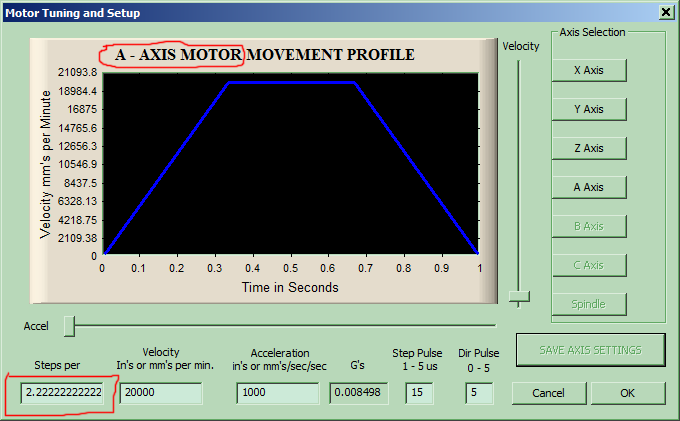
2. A tengelyek felbontását, sebességét és gyorsulását itt lehet beállítani. A kép az A tengely beállítását mutatja. 200-as felbontású léptetőmotor, 1:4-es lassítással hajtja a forgató tengelyét.
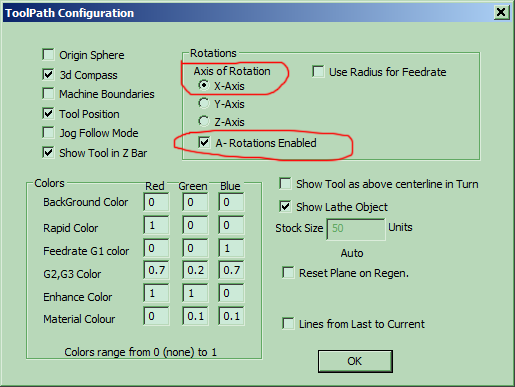
3. Szerszámpálya kijelzés beállítása:
4. General Config:

A mellékelt példa (Star3.txt) így néz ki helyes beállítás esetén:

1. Motorok működtető kimeneteit be kell állítani:
2. A tengelyek felbontását, sebességét és gyorsulását itt lehet beállítani. A kép az A tengely beállítását mutatja. 200-as felbontású léptetőmotor, 1:4-es lassítással hajtja a forgató tengelyét.
3. Szerszámpálya kijelzés beállítása:
4. General Config:
A mellékelt példa (Star3.txt) így néz ki helyes beállítás esetén:
- Csatolmányok

- Star3.txt Példa forgatóraYou don't have permission to download attachments.(2 Kb) Downloaded 11 times

Béni- Admin
- Posts : 168
Join date : 2015. Apr. 02.
Location : Szeged -


vktr74- Posts : 3
Join date : 2015. Apr. 07.
Age : 49
Location : Szeged
Re: 4. tengely (forgató) konfigurálása
by Béni 2015-04-08, 22:15
Ha sikerül belőnöd, akkor rátérünk a programgenerálásra.
(Első körben ArtCam és Vectric Aspire.)
(Első körben ArtCam és Vectric Aspire.)
Béni- Admin
- Posts : 168
Join date : 2015. Apr. 02.
Location : Szeged -
Re: 4. tengely (forgató) konfigurálása
by Béni 2016-02-09, 18:46
Egy csavarvonal (menet) hengerpalástba marására példa:
Ha több fogás és elállás is szükséges, akkor érdemes egy olyan funkcióval kiegészíteni, amivel a visszajárásnál az A tengely fordulását 360 fok alá lehet optimalizálni. Erre megoldás lehet az alábbi CE script.
Egy nem foglalt M funkció nevével kell menteni az aktuális Mach3 profil macro könyvtárába. M9xx.m1s pl. (xx - tetszőleges, még nem foglalt szám.) Az így létrehozott makrót a visszajárás előtt meg kell hívni és az az A tengely gépi koordinátájának adott pozícióban történő nullázásával eléri, hogy ne "tekeregjen" fölöslegesen a forgató.
- Kód:
G17 G21 G40 G54
G50 G90 G94
( VALTOZOK)
#1=50 (HENGER ATMERO)
#2=50 (MENETEMELKEDES)
#3=0 (MENET KEZDOSZOG)
#4=500 (MENETHOSSZ)
#5=5 (FOGASMELYSEG)
#6=[360*#4/#2]
(- - -)
T1 M6
S2000 M3
G0 X0 Y0 Z[#1/2+5] A#3
G1 Z[#1/2] F2000
Z[#1/2-#5] F500
G1 X#4 A#6 F1500
Z[#1/2+5] F3000
G0 X0 A0
M30
%
Ha több fogás és elállás is szükséges, akkor érdemes egy olyan funkcióval kiegészíteni, amivel a visszajárásnál az A tengely fordulását 360 fok alá lehet optimalizálni. Erre megoldás lehet az alábbi CE script.
Egy nem foglalt M funkció nevével kell menteni az aktuális Mach3 profil macro könyvtárába. M9xx.m1s pl. (xx - tetszőleges, még nem foglalt szám.) Az így létrehozott makrót a visszajárás előtt meg kell hívni és az az A tengely gépi koordinátájának adott pozícióban történő nullázásával eléri, hogy ne "tekeregjen" fölöslegesen a forgató.
- Kód:
'Forgó tengelyt a legrövidebb úton alaphelyzetbe forgat
'és a gépi nullapontját ott nullázza
Dim rot_ax As Integer
Dim act_pos As Double
Dim sign As Integer
Dim ax_l
'A - 0, B - 1, C - 2
Sub main()
ax_l = Array("A","B","C")
rot_ax = 0
act_pos = GetOEMDRO(86+rot_ax)
sign = Sgn(act_pos)
If Abs(act_pos) > 360 Then
Code "G0 " & ax_l(rot_ax) & CStr(360*Fix(act_pos/360+sign*0.5))
Do While IsMoving()
Sleep(30)
Loop
SetMachZero(3+rot_ax)
End If
End Sub
Béni- Admin
- Posts : 168
Join date : 2015. Apr. 02.
Location : Szeged -
Re: 4. tengely (forgató) konfigurálása
by vktr74 2016-02-09, 20:01
Szuper!Köszi!
Állandó probléma volt...
Elqrásom is volt belőle...
Állandó probléma volt...
Elqrásom is volt belőle...
vktr74- Posts : 3
Join date : 2015. Apr. 07.
Age : 49
Location : Szeged
1 / 1 oldal
Engedélyek ebben a fórumban:
Nem válaszolhatsz egy témára ebben a fórumban.|
|
|