

Paraméteres programozás
1 / 1 oldal

Paraméteres programozás
by Béni 2015-05-10, 19:51
Az alábbi példa egy speciális feladatra írt megoldás.
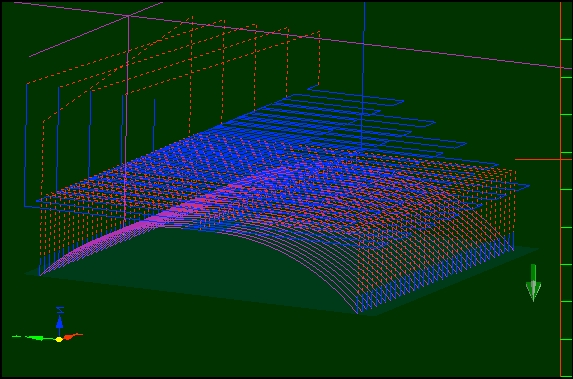
Egy négyzet keresztmetszetű hosszú hasábot kell negyed körcikk keresztmetszetűre marni. A munkadarab egyik élére állítva van megfogva. (Oldalai 45 fokot zárnak be az asztallal.)
A programban minden lényeges méret változóként adható meg.
Egy négyzet keresztmetszetű hosszú hasábot kell negyed körcikk keresztmetszetűre marni. A munkadarab egyik élére állítva van megfogva. (Oldalai 45 fokot zárnak be az asztallal.)
A programban minden lényeges méret változóként adható meg.
- Kód:
(RADIUSZ FELHUZASSAL)
#1=60 (RADIUSZ)
#2=100 (HOSSZ)
#3=10 (SZERSZAM ATMERO)
#4=3 (ELALLAS)
#5=5 (MAX. Z FOGAS NAGYOLASKOR)
( - - - - - )
G17 G21 G40 G50
G90 G90.1 G94
M6 T1
S20000 M3
#6=[#1*0.4] (ENNYIT KELL NAGYOLNI)
#7=[FUP[#6/#5]] (FOGASOK SZAMA NAGYOLASNAL)
#6=[#6/#7] (VALOS FOGAS)
#8=#6
#9=[FUP[#2/[#3*1.5]]] (NAGYOLO CIKK-CAKK SZÁMA)
M98 P11 L#7
( - - - - - )
#7=[FUP[#2/#4]]
#10=[#1*SIN[45.5]+#3/2]
#11=[#1*[COS[45.5]-SQRT[2]]]
#12=[#11+5]
G90 G0 X0 Y#10 Z0
G19
M98 P12 L#7
Z30 M5
M30
O12
G0 Y#10
Z [#12]
G1 Z[#11] F1500
G3 Y[#3/2] Z[#1*[1-SQRT[2]]] J[#3/2] K[0-#1*SQRT[2]]
G1 Y0
G0 G91 Z4
G90 G0 Y[0-#10]
Z [#12]
G1 Z[#11] F1500
G2 Y[0-#3/2] Z[#1*[1-SQRT[2]]] J[0-#3/2] K[0-#1*SQRT[2]]
G1 Y0
G91 Z4
X#4
G90
M99
O11
#10=[#8*2+[#3/2]]
G90 G0 X0 Y#10 Z10
G1 Z1 F2000
G1 Z[0-#8] F1500
M98 P10 L#9 (NAGYOLÁS)
#8=[#8+#6]
G0 Z10
M99
O10
Y[0-#10] F1500
G91 X[#3*0.75]
G90 Y#10
G91 X[#3*0.75]
G90
M99
%

Béni- Admin
- Posts : 168
Join date : 2015. Apr. 02.
Location : Szeged -

1 / 1 oldal
Engedélyek ebben a fórumban:
Nem válaszolhatsz egy témára ebben a fórumban.|
|
|